Designed by GOEMO.de
Copyright © 2013 by "Rainer Sobottka www.ir-engineering.com" • All Rights reserved • E-Mail: consultantir-engineering.com
thermal imaging in chemical plant at hotspot-POX reactors, substations, leakdetection and many more
ir-engineering.com
History
of Continuous Monitoring Infrared Camera System
..............................
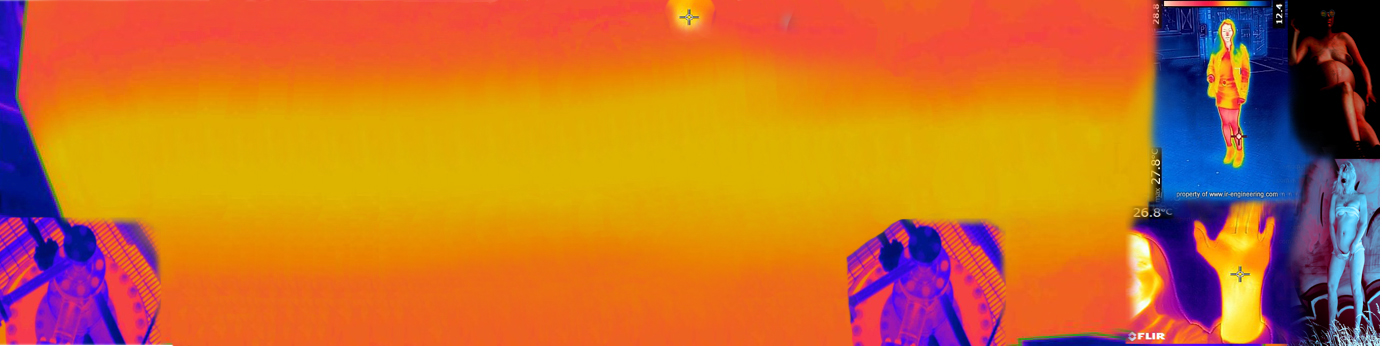
Pictures Pictures above: Dangerous: hot oil or coke enters together with oxygen at high pressure
under controlled operation at below 1500 degr. C and in huge quantities & velocity:
The infrared camera systems for automatic and continuous monitoring was first time introduced in 2001 for gasification reactors by me, Rainer Sobottka that time living and working at a residual gasification unit in USA. Hot temperatures inside of the high pressure vessel and the danger of gases bursting through the damaged refractory into the outside atmosphere is one of the top problems and dangers of the gasifier reactor. Since I was working with engineering for gasifiers for more than 30 years the outside temperatures were measured by a cable system (thermistor, fibre optics, others), however, all systems which we used were not reliable, not to be used for safety systems, no accurate temperature measurement at all, drifting and altering elements, a simple hot spot measurement only, doubtful by all operators I know.
- One manufacturer and distributor of such fibre optic cables even withdraw from the market after I proved that the design values he offered were wrong and which caused very early damage of the element, no reliable readings at all.
- Same elements were used in 2003 at a new Gasifier commissioning and the elements did not give reliable indications. At the same time the refractory got damaged and had to be replaced. The plant user contacted me for help and after a presentation immediately ordered the infrared cameras. This plant user is very happy with it now. Reference contacts can be given.
- Another plant user had a deadly explosion in 2008 and ordered immediately also the infrared cameras for their coal gasifiers, as far I know and the accident was described in the internet.
In brief description here the history for using the infrared automatic and continuous measurement and monitoring system:
Before 2001 most Infrared Cameras were used for single spot measurements (single point cameras) in the chemical pants
Before 2001 single infrared cameras were used for maintenance personnel in chemical plants mostly.
Before 2003 shift technicians had to go on site and step up the Gasifier structure during operation to take manual temperature reading of the out shell of the gasification reactor.
In 2001 Mr. Rainer Sobottka Chemical Plant Industry contacts Infrared Camera
manufacturer for putting together Infrared Cameras into one system for continuous operation and monitoring. He sits together with the manufacturer to specify and order the requirement of Continuous Hot Spot Monitoring Camera Systems for GE &Texaco Gasifier (inside 1450 deg.C, refractory, not insulated metal sheath vessel)
Equipment were optimised and engineering was introduced for using infrared cameras in harsh industrial environment, ex-areas, data acquisitions, historical trends recording, alarming etc. Fibre optic cables and converters were added, redundant communication established, standard signals and standard equipment being used.
2002-2003 first installation after budget was approved by head management: two gasifiers equipped with total 14 (fourteen) cameras in purged housing, wireless transmission from field to control room, industrial PC desktop computer as a stand-alone unit with standard monitor and standard hard disk 2003-till date: still the same installation is in continuous operation today, as it was installed in 2003. The system turn out as to be extreme reliable. No work at all during annual shut down periods, no maintenance. One small failure of communication antenna during a hurricane only. One software update for better historical data acquisition was made a few years ago only.
2007 other plant users have added infrared camera systems to their plants. 2008 till date: also new engineered plants have been equipped with infrared camera systems.
A gasification unit is partly a very dangerous running unit. Hot spot monitoring of the out shell is very important. It is the target of a plant manager to keep away manpower from dangerous process units. The infrared camera system now can automatically, continuously, and very reliable measure, analyse and inform operation personnel what is the status of the vessel outside. In addition, the infrared camera system now can track and visualize all normal and alert conditions from beginning of the installation continuously till date. Once a year the hard disks are recommended to be exchanged, replaces, or data copied to other hard disk units for archiving purpose. If required, all data, images, videos can be interfaced to the plant DCS and/or ESD.



History
Origin: Rainer Sobottka

Infrared Imaging in private sectors















